
在精密装配中,孔位坐标、法兰面平行度、孔距这些看似微小的尺寸偏差,往往是决定整套设备能否顺利合装的“命门”。然而,许多客户仍在依赖卡尺、千分尺或三坐标机进行逐点抽检——不仅慢,而且常常“测不准、测不全”。而采用上海三维扫描技术完美的解决了这些问题。
痛点一:逐点检测耗时费力,产线节拍严重拖后
传统检测方式需要操作员手持内径量表或三坐标测头,对每个孔位逐一定位、接触、读数、记录。一个中型壳体动辄二三十个安装孔,加上法兰面的平行度、垂直度,单件检测用时往往超过二十分钟。生产线不得不为此设置专门的“等待工位”,甚至配备两名轮班人员。更致命的是,当换型生产时,所有定位基准和测量程序需重新确认,时间成本成倍增加。
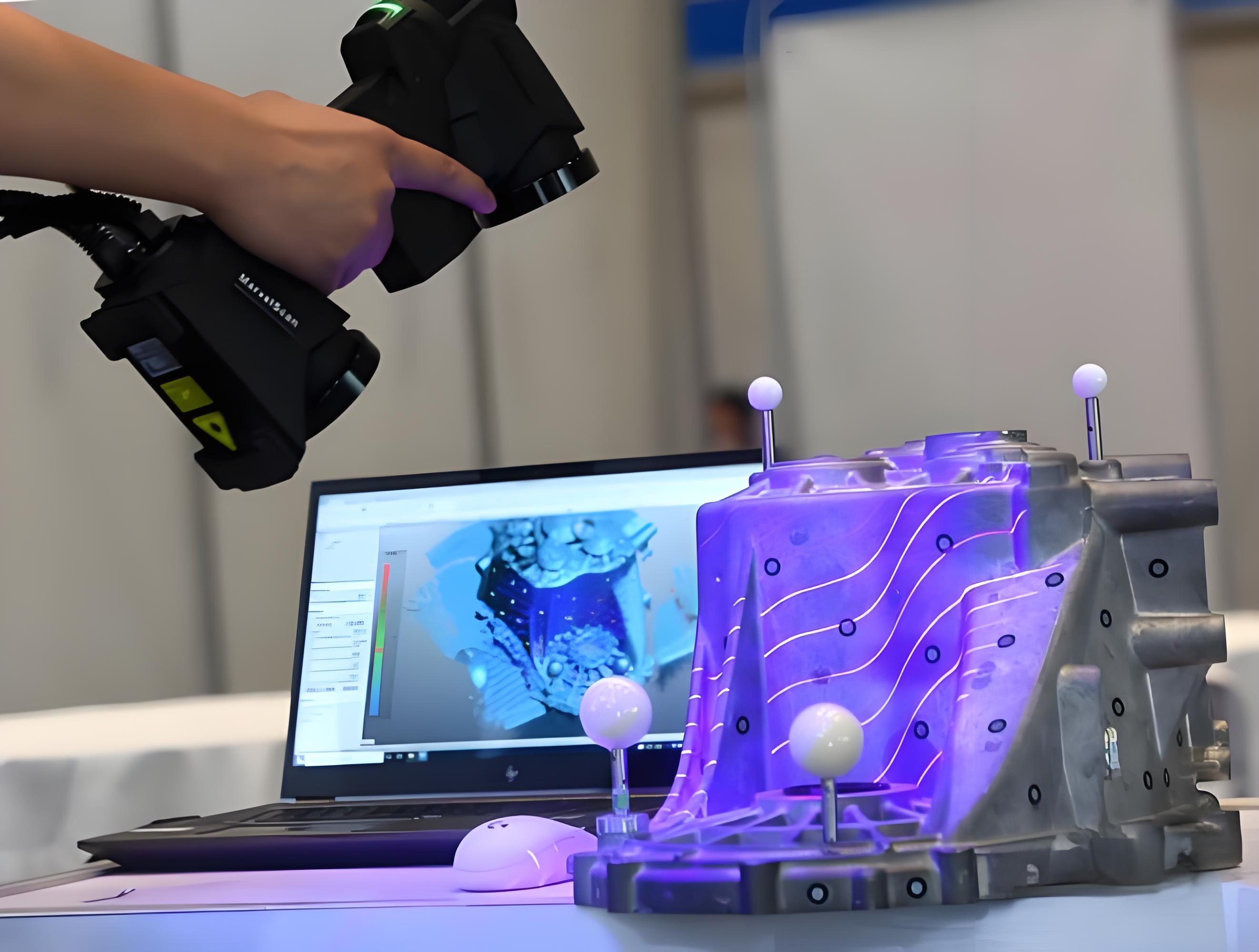
三维扫描方案:将三维扫描仪直接部署在装配线旁侧,非接触式扫描一次获取全部孔位坐标、直径、孔距及法兰面跳动数据,整件检测节拍压缩至两分钟以内。您无需改动现有产线布局,我们按需上门服务,即扫即走,不占用您的核心人力。
痛点二:数据孤岛严重,空间位置关系“看不见”
逐点测量只能给出单个孔的直径或单边距离,却无法回答“这个孔系整体的位置度是否合格”“法兰端面与孔轴线的垂直度如何”。许多装配干涉问题恰恰源于孔系之间的相对偏移,而非单个尺寸超标。传统报告上的一串孤立数字,无法还原三维空间的真实姿态,导致工艺人员难以精准定位偏差根源。
三维扫描方案:三维扫描生成完整的数字化点云模型,您可在软件中任意剖切、虚拟拟合,一键计算任意两孔之间、孔与面之间的三维偏差。偏差以彩色色谱图直观呈现,红色区域一目了然。我们同步提供专业的检测报告,包含公差带标注和趋势分析,帮助您快速锁定是夹具偏移、刀具磨损还是热变形所致。
痛点三:油污、冷却液、温度波动——现场环境让精度“打折扣”
车间工件表面常有切削液残留、铁屑或防锈油,传统接触式测头在油滑表面极易打滑造成读数偏差,且反复擦拭也难保证清洁一致。此外,昼夜温差或设备散热导致的工件热胀冷缩,可使数十毫米孔距产生超过0.1mm的变化,而您的图纸公差可能只有±0.05mm。环境干扰让检测结果“时好时坏”,数据无法信任。
三维扫描方案:我们的扫描系统采用抗油污光学算法,对轻微残留液面和半光泽表面仍能稳定提取特征,无需化学清洗。同时内置实时温度补偿模块,自动修正材料热膨胀系数,确保在5℃~45℃环境下重复精度稳定。现场操作时,我们仅要求您确认基准面无明显颗粒物,其余干扰由扫描仪智能过滤。
痛点四:手持操作疲劳,人为误差难以避免
质检人员每天要重复上百次弯腰、对准、读数的动作,手臂悬空时间一长,手部抖动直接反映在测量数值上。尤其在大型工件(如风电轮毂、发动机缸体)周围移动作业时,人员体能消耗极大,下午时段的误判率明显上升。您不得不安排频繁轮休,或忍受质量波动。
三维扫描方案:设备整机仅重约一千克,符合人体工学手柄设计,轻巧且平衡,连续扫描一小时也不会明显疲劳。非接触操作无需施加压紧力,彻底消除了人为施力不均带来的误差。我们派出的资深工程师均经过高负荷作业训练,确保全天候数据稳定。
痛点五:检测数据“躺”在纸上,无法为智造赋能
传统纸质记录单用完即丢,即便录入Excel也难以与MES/ERP系统打通。当发生质量追溯时,您无法调取三个月前的孔位原始数据来证明“当时是合格的”。数字化工厂的浪潮下,您的检测环节却还是“信息孤岛”,拖累了整体数字化转型步伐。
三维扫描方案:我们提供完整的数字化交付服务——所有扫描数据及分析报告以电子文档加密归档,可按批次、机型、时间灵活检索。同时支持导出STL、XYZ、CSV等通用格式,方便您直接导入SPC统计软件或三维比对系统,让每一件工件的尺寸“指纹”都成为可追溯、可挖掘的数据资产。
我们深知,您最关心的不是技术有多炫酷,而是它能否真正帮您降本、增效、控风险。选择上海三维扫描服务,您无需一次性投入数十万元购置设备,也无需培养专门的扫描人才,只需按工件或按项目付费,即可享受从现场扫描、数据处理到报告出具的全流程专业服务。目前,上海麦客信息已为汽车动力总成、工程机械回转支承、航空航天壳体等多领域客户提供驻场检测,平均帮其降低返工率60%以上,检测综合效率提升3倍。
如果您正在为孔位检测的节拍、精度或追溯问题所困扰,欢迎随时联系我们:180-4267-7785(贾经理),可以提供上门扫描服务!